
Injektiovenytyspuuhdistuksen toimintaperiaate
Injektiovenytyspuuhdistuslaitte (ISBM) on erittäin kehittyneessä laitteessa muoviteollisuudessa. Sen toiminta perustuu järjestelmälliseen prosessiin, joka yhdistää injektiomuovauksen, venytys- ja puuhdistusmuovauksentechniikat tuottamaan korkealaatuisia muovipulloja.
Prosessin alussa muoviresiinia-pillerit syötetään koneen hopperiin. Nämä pillerit siirtyvät sitten injektioyksikön pyörreeseen. Pyörreessä muovi lämpenee sen sulamispisteeseen yhdistelmänä sähköisistä lämmityselementeistä ja mekaanisista vääntövoimista. Kun muovi on sulama-tilassa, se ruotuu korkealla paineella preform-mallikkoon. Preform-mallikko on suunniteltu luomaan tyhjä, putki-mainen muoto, jolla on kaula ja suljettu pohja, mikä toimii lopullisen säiliön lähtökohtana.
Preformin muodostamisen jälkeen se siirretään lämmitysasemalle. Täällä preformi lämmitetään huolellisesti tiettyyn lämpötilavälille. Tämä lämmitysprosessi on ratkaiseva, koska se tekee muovin joustavammaksi ja valmiiksi venytys- ja puuhailuvaiheisiin. Lämmitysasema käyttää usein infrapunasäteilylämmityjiä tai mika-lämpöympyröitä varmistaakseen tasaisen ja tarkkan preformin lämmityksen.
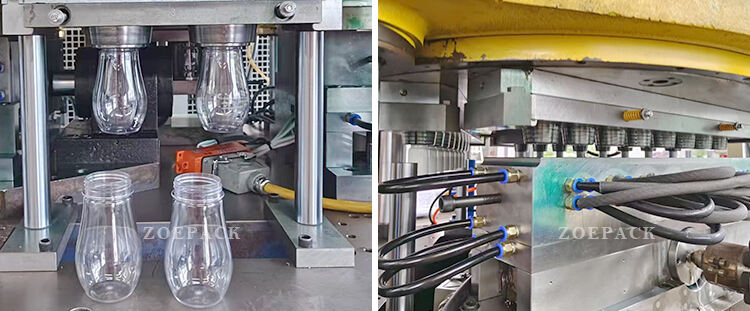
Kun esivero saavuttaa sopivan lämpötilan, se siirretään puuttomalleihin. Tämän vaiheen aikana venyttökaista lisätään esiveroon kautta kaulan. Kun venyttökaista liikkuu alaspäin, se venyttää esiveroa pituudessa. Samalla korkean paineen iltaa tuodaan esiveroon kautta kaulan. Venymisen ja ilman paineen yhdistelmä aiheuttaa esiveron laajenemisen niin, että se ottaa puuttomallin muodon. Tulos on ohutseinainen, täysin muovattu muovipakkaus, jolla on erinomainen mitatarkkuus ja seinän paksuuden jakautuminen.
Lopuksi muovattu pakkaus jäähdytetään puuttomallissa asettamaan sen muodon. Kun se on jäähdyttynyt, pakkaus heijastetaan mallista, ja prosessi toistuu. Koko prosessi on erittäin automatisoitu, mikä mahdollistaa suurpiirteisen tuotannon vakiona olevalla laadulla.
Tämä injektion venytyspuffaushiekkauskoneen toimipääperiaate mahdollistaa valmistajille laajan vaihtoehtojen kirjoituksen muovisten säiliöiden tuotannon, pienistä lääkeyritysten pulvareista suuriin juomapulloihin. Tämän prosessin tarjoama tarkkuus ja hallinta johtavat tuotteisiin, jotka ovat ei vain estetiikasti miellyttäviä, mutta myös erittäin toiminnallisesti suunniteltuja, täyttävät tiukat vaatimukset monien alojen osalta.

| ruiskupainosuomi |
| Visakkeen halkaisija |
40 mm |
| Kerroin L/D |
20.5:1 |
| Pylväiden nopeus |
0-190VPM |
| Teoreettinen injektiokapasiteetti |
238cm3 |
| Injektio paine |
174Mpa |
| Suurin hydraulinen paine |
|
| Todellinen injektioverrannainen määrä (PS): |
|
| Viskensivu: |
|
| Kiinnitysosa |
| Puhalluskiinnityksen voima: |
800 |
| Kiinnitysluku: |
400kN |
| Pyörän halkaisija: |
800mm |
| Pullojen enimmäiskorkeus: |
ISB: 145 \/ yksittäin: 140 |
| Reunustus vertikaalitilassa: |
430mm |
| Muut |
| Pumpun maksimipaine: |
16Mpa |
| Moottoröljy: |
18,5 kW |
| Sähkövoima: |
12.2Kw |
| Öljylampi: |
400L |
| Kokoluokka (P*Le*K): |
3,8M * 1,45M * 3,0m |
| Paino: |
5000kg |


| ISB800 |
PC, PS, PMMA valojen peite, LED-valon valojärjestelmä, joululampot, puistovalot ja katuvalot. |
| PET korkeakokoinen pullo (ohuet seinät), kosmetiikkapullot 10ml - 500ml, leveän kurkkuiset PET-pullokatot, PET-lääkkipullot. |
| PP korkeakokoinen pullot, lapsiravintojen pullot, urheilupullot |
| PCTG, Tritan juomapullot veden varrella, urheilupullot |
Yksivaiheinen VS Kaksivaiheinen Yksivaiheinen ja kaksivaiheinen
| muokkaus |
Prosessi |
rakenne |
Työvoima / Energia / Tila |
Tuotteen laatu |
| Dawson yksivaiheinen injektio- ja venytyssuunnistusmoottoripullo |
Muotoilusta tuotteeksi yhdessä koneessa |
Yksi kone |
hiilteellä |
Ei vaikuta kosteus ja vähemmän saastumista; Monenlaiset muodot |
| MUU KONE |
Injektio- ja puhaltoformiaus on kaksi erillistä prosessia |
1. Injektioformiauskone
2. Muotoilu siirtokone
3. Uudelleenlämpöminen, venytys ja poisto moottorista |
Lisää |
Helppo vaikuttaa kosteudesta ja saastua; Yksinkertainen muoto |


1. Pyörän kierrettyyn liikkeeseen käytetään sähköistä servo-moottoria, ei hydraulisia.
2.Täysi automaattinen ohjausjärjestelmä, helppo käyttää.
3.Materiaalitynnyrin ja kuuma kuljetuskanavan lämpötilaa ohjataan tarkasti PIT:llä.
4. Kustannuksia säästetään enemmän kuin perinteisellä koneella.
5.Pakkauttu rakenne; vähemmän tilaa tarvitaan.
6. injektiota varten: Kuuma kuljetuskanava ja lämpötilaohjauslaitteisto ovat standardikokoonpano.
Vain muoksi vaihdetaan uuden tuotteen tekemiseksi;
Venytyspffauttaminen: Hydraulinen muokkipaino, ytimen asettaminen, venytyspffauttaminen ja pohjan muovaus ovat standardikokoonpano;
Tuotteen vapauttaminen: Varustettu standardiejectorilla.
ZOE PACK
sijaitsee Zhangjiagangissa, yli 18 vuoden kokemus muovikoneiden, injektio-mallintamiskoneiden, puuhdinta-mallintamiskoneiden, PET-puuhdinta-mallintamiskoneiden ja injektiopuhdistuskoneiden alalla. Viimeisten 18 vuoden aikana olemme keskittäneet energiamme uusiin muovikoneiden ja muovipakkauskoneiden aloihin, jotta päivitettäisiin teknologiaa, oppisi edistyksellistä kokemusta ja vahvistettaisiin uutta teoriaa ja uutta suunnittelua, mikä on muodostanut meille ainutlaatuisen kilpailuetumme. Meidän yrityksen koneet ovat laadukkaita ja tarjoavat tehokasta myyntipalvelua markkinoilla.
asiakkaita yli 45 maasta, tarjoamme täydellisen ratkaisun muoviteollisuuden liiketoimille sekä kaikenlaisia teknisiä tukipalveluita & myyntipalveluja!
ZOE PACK on luotettava kumppanisi Kiinassa, ja aina pyrimme antamaan sinulle enimmillään tukea!

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 ES
ES
 SV
SV
 CA
CA
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 BE
BE
 LA
LA
 KK
KK










