
Az Injekciós Nyúló Fúvás Formáló Gép Működési Elve
Az Injekciós Nyúló Fúvás Formáló Gép (ISBM) egy nagyon fejlett eszköz a plasztikágazatban. A működése sorozatos folyamat alapján történik, amely összegezi az injekciós formálást, a nyúlást és a fúvást, hogy magas minőségű plasztikos tárolókat termessen.
A folyamat elején a sziliciumpartokat a gép kuparjába teszik. Ezek a partok majd az injekciós egység hengerré kerülnek továbbításra. A henger belseőjében a sziliciut elektromos melegítőelemek és mechanikai nyíróerők kombinációja segítségével melegíttetik smirálásig. Amint már smirális állapotban van, magas nyomással befújtatják a preform mátrixba. A preform mátrix olyan üres, rúd - szerű alakot teremt ki nyakkel és zártnak látható alappal, amely a végleges tároló kezdőpontjaként szolgál.
A preform létrehozása után átvitelek a melegítési állomáshoz. Itt a preformot pontos hőmérsékleti tartományba méltaniak kell. Ez a melegítési folyamat kulcsfontosságú, mivel rugalmasabbá teszi a sziliciut, készen tenni a húzásra és fúváson. A melegítési állomás gyakran infravörös melegítőket vagy mikamelegítő gyűrűket használ, hogy biztosítani a preform egyenletes és pontosságos melegítését.
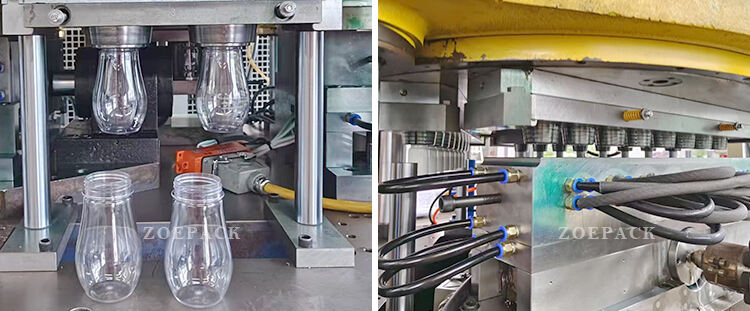
Amikor a préform elérte a megfelelő hőmérsékletet, átvitel történik a fúvóformába. Ezen a szakaszon egy kinyújtó rúd kerül be a préformba a nyakon keresztül. Amint a kinyújtó rúd lefelé mozog, hosszirányban nyújta ki a préformot. Egyszerre magas nyomású levegőt vezetnek be a préformba a nyakon keresztül. A kinyújtás és a levegőnyomás kombinációja miatt a préform kibontakozik és felvegye a fúvóforma alakját. Ez eredményez egy vékony falú, teljesen kidolgozott plastik tárolót, amelynek kiváló dimenziós pontossága és falvastagság eloszlása van.
Végül a formázott tárolót hűtik le a fúvóformában, hogy megerősítse alakját. Miután lehűlt, a tárolót kisugatják a formából, és az ütem ismétlődik. Az egész folyamat nagyon automatizált, ami lehetővé teszi a magas térfogatú termelést konzisztens minőséggel.
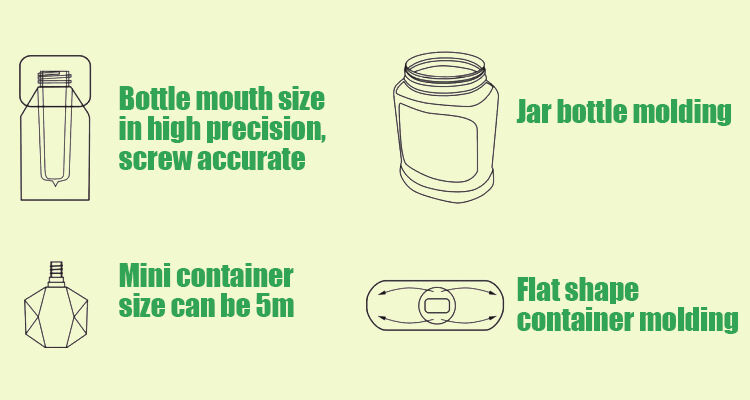
Az Injekcióos Törekvő Fúvás Gép működési elve lehetővé teszi a gyártók számára, hogy széles körű plastik tárolót termessen, kis gyógyszertartóktól nagy üdítőüveget átmenetével. A folyamattal kapcsolatos pontosság és irányítás olyan termékeket eredményez, amelyek nem csak estétikusan vonzóak, de funkcionálisan is teljesen megfelelnek több iparág szigorú követelményeinek.

| öntési rész |
| Csavar átmérő |
40mm |
| Csavar L/D arány |
20.5:1 |
| Csavar sebessége |
0-190 RPM |
| Téorétikus befúrás kapacitás |
238 cm³ |
| Injekciós nyomás |
174 MPa |
| Maximális hidraulikai nyomás |
|
| A valós befúrási mennyiség (PS): |
|
| Csavar ütés: |
|
| Ragasztható rész |
| Fúvó rögzítő erő: |
800 |
| Rögzítő tömeg: |
400kN |
| Kerék átmérője: |
800mm |
| Palack maximális magassága: |
ISB: 145 \/ egy: 140 |
| Nyílt függőleges mód utánzása: |
430mm |
| EGYÉB |
| Maximális pumpa nyomás: |
16MPa |
| Motorolaj: |
18.5KW |
| Elektromos energia: |
12.2Kw |
| Olajtartály: |
400L |
| Általános méretek (H*SZ*M): |
3,8M * 1,45M * 3,0m |
| Súly: |
5000kg |


| ISB800 |
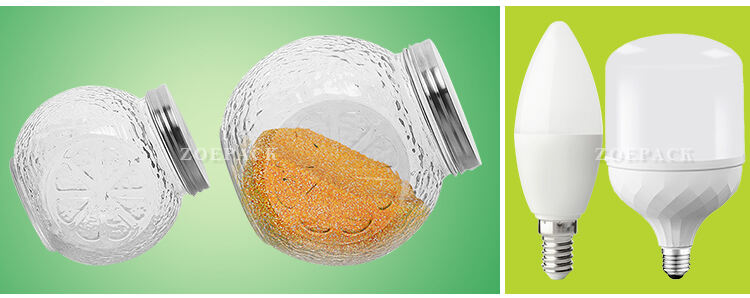
PC, PS, PMMA lámpafedő, LED fény lámpagyűrű, karácsonyi világító eszköz, kert és utcási fény. |
| PET magas átlós üveg (vastagabb fal), kosztikai üveg 10ml-tól 500ml-ig, PET széles nyakú pohár, PET gyógyszergyárátlan üveg. |
| PP magas átlós üveg, babaétel üveg, sporti üveg |
| PCTG, Tritan ivóvíz üveg, sporti üveg |
Egylépéses VS Kétlépéses Egylépéses és kétlépéses
| formázás |
A folyamat |
szerkezet |
Emberi erőforrások/Energia/Tér |
Termékminőség |
| Dawson Egylépéses Injekció Bővítési Fúvó Gép |
Vászonnál kezdve termékig egy gépen |
Egyetlen gép |
kicsi |
Nem befolyásolható szárnyal és kevesebb szennyezés; Különböző formák |
| EGYESÉLYES GÉP |
Az injeció és a fúvász formszivárgás két elkülönített folyamat |
1. Injeció formszivárgó gép
2. Vászon átviteli gép
3. Újra melegítés, kiterjesztés és lekötés gép |
Több |
Könnyen befolyásolható szárnyal és szennyezett; Egyforma forma |


1. A körmozgás elektromos szervomotorral van meggerjesztve, nem hidraulikus.
2.Teljesen automatikus vezérlőrendszer, egyszerű működés.
3.A anyag-tároló és a forró csatorna hőmérsékletét a PIT pontosan ellenőrzi.
4. Több költség takarítható meg, mint a tradiicionális gép esetén.
5.Kompakt szerkezet; kevesebb tér szükséges.
6. Injekció: A forró csatorna és a hőmérséklet-vezérlő eszköz szabványos konfiguráció.
Csak a zárókötést kell megváltoztatni az új termék elkészítéséhez;
Hosszúsági fúvás: Hidraulikus zárókötés, mag beszúrása, hosszúsági fúvás és aljzat gyártás szabványos konfiguráció;
Termék kibocsátása: Egy szabványos kiengedővel rendelkezik.
ZOE PACK
a Zhangjiagang városban helyezkedik el, több mint 18 éves tapasztalattal a plasztik gépjárművek,_injectio formáló gép, fúvóformáló gép, PET fúvóformáló gép, injectio-fúvóformáló gép területén. Az elmúlt 18 év alatt mindig az új területek felé fordítottunk erőfeszítéseinket a plasztik gépjárművek, plasztik csomagoló gépjárművek technológia frissítésében, fejlettebb tapasztalatok megszerzésében, új elmélet és tervezés megerősítésében, amivel egyedi versenyelőnyt alakítottunk ki saját magunk számára. A cégünktől származó gépek minőségesek és hatékony utánépítési szolgáltatásokkal rendelkeznek, amelyek piacra kerültek.
több mint 45 országbeli vevőink vannak, teljes megoldást kínálunk a plasztik ipari üzleteidhez, valamint mindenféle technikai támogatást és utánépítési szolgáltatást!
A ZOE PACK megbízható barátja lesz Kínában, és mindig minden erőnkkel támogatni fogjuk!

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 ES
ES
 SV
SV
 CA
CA
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 BE
BE
 LA
LA
 KK
KK










